Chongqing Tang Shiquan old man conquers the leakage of steel drums - laser welding
Xin Qiaojuan
Leakage often occurs in the bottom of steel drums with dangerous liquids. How can this be solved? Tang Shiquan, 63, from Nan'an District, Chongqing, has devoted himself to researching "laser welding machines" after three years of retirement, effectively solving the difficult problem of the Chinese packaging industry. Tan Gangqiang, deputy secretary-general of Chongqing Invention Association, said that Tang’s invention technology is leading in the international arena, and solved the problems of steel drum leakage in the domestic packaging industry, and the response in the market is very strong.
Tang Shiquan retired from the packaging industry with regret. When he retired, the problem of leakage at the bottom of steel drums has not been solved for many years. After retirement, after three years of exploration, Tang Shiquan gradually overcome this problem. Nowadays, "laser welding machine" not only can achieve zero leakage, but also suitable for various materials such as metal and non-metal. At the same time, power consumption will also decrease. At present, he has applied for relevant patents and has received the attention of the Ministry of Finance and the China Packaging Association.
According to Tang Shiquan, in order to invent the laser welding machine, he often "frustrated" when he was eating. He was thinking about walking, eating and sleeping. Sometimes he had a good idea at night, and he had to get up in the middle of the night to write it down. In 3 years, he not only used it. The savings of more than 100,000 yuan, and the occurrence of cholecystitis and esophagitis in the previous year, led to only fluids for 4 months. (Xin Qiaojuan feed)
ã€Relevant information】
Introduction to laser welding process
First, the laser welding overview
Laser welding is one of the important aspects of laser material processing technology, mainly divided into pulse laser welding and continuous laser welding.
Pulsed laser is mainly used for spot welding and seam welding of thin-walled metal materials within 1mm thickness. The welding process is heat-conducting type, that is, laser radiation heats the surface of the workpiece and then diffuses into the material through heat conduction. By controlling the waveform and width of the laser pulse, Parameters such as peak power and repetition rate form a good connection between the workpieces. There are a large number of applications in 3C product housings, lithium batteries, electronic components, mold repair welding and other industries. The biggest advantage of pulsed laser welding is that the overall temperature rise of the workpiece is small, the heat influence range is small, and the workpiece deformation is small.
Most of the continuous laser welding is a high-power laser with a power of more than 500 watts. Generally, such a laser should be used for boards of 1 mm or more. The welding mechanism is deep-welding based on the small hole effect, and the aspect ratio is large, which can reach more than 5?1, the welding speed is fast, and the thermal deformation is small. It has a wide range of applications in the machinery, automotive, shipbuilding and other industries. There are also some low-power continuous lasers with powers ranging from tens to hundreds of watts, which are used in many industries such as plastic welding and laser brazing.
Second, the working principle of the laser
1. Working principle of YAG laser:
The laser power source first points the pulsed xenon lamp, and discharges the xenon lamp pulse through the laser power source to form a certain frequency, a certain pulse width of the light wave, the light wave is radiated to the Nd3+YAG laser crystal through the concentrating cavity, and the Nd3+YAG laser crystal is excited to emit light. After the resonance of the laser cavity, a pulsed laser having a wavelength of 1064 nm is emitted, and the pulsed laser is focused on the object to be welded after being beam-expanded, reflected, or (transmitted by optical fiber); under the control of a PLC or an industrial PC, Move the CNC table to complete the weld. The frequency, pulse width, waveform, table speed and moving direction of the pulse laser required for welding can be controlled by single-chip microcomputer, PLC or industrial PC. The pulse laser can be adjusted by setting the frequency and pulse width of the laser. energy of.
2. Working principle of fiber laser:
When the pump light passes through the rare earth ions in the fiber, it is absorbed by the rare earth ions. At this time, the rare earth atom electrons that absorb the photon energy are excited to a higher lasing level, thereby realizing the ion number reversal, and the inverted ion number is transferred from the high energy level to the ground state in the form of radiation, and the energy is released. Complete stimulated radiation. The laser generated by the fiber laser is output through the optical fiber and matched with the matching worktable to complete the corresponding welding. Fiber lasers are classified into pulsed fiber lasers and continuous fiber lasers. Among them, the pulsed fiber laser can adjust the single-point energy of the laser pulse by setting the peak power, frequency and pulse width of the laser; the continuous fiber laser adjusts the output laser power by setting the average laser power.
3. Working principle of semiconductor laser:
The number of particles of unbalanced carriers between the energy band of the semiconductor material (conducting band and valence band) or between the energy band of the semiconductor material and the impurity (acceptor or donor) level by a certain excitation method Inversion, when a large number of electrons and holes in a state in which the number of particles is inverted are combined with a hole, a stimulated emission is generated. The laser generated by the semiconductor laser can also be soldered through the fiber output.
Third, laser welding features
Laser welding is a new type of welding. Laser welding is mainly for the welding of thin-walled materials and precision parts. It can realize spot welding, butt welding, stack welding, sealing welding, etc. Its characteristics are as follows:
1. It has a high aspect ratio, a small weld width, a small heat affected zone, small deformation and fast welding speed.
2, the weld is smooth, beautiful, no need to deal with after welding or simply process.
3, the weld quality is high, no porosity, can reduce and optimize the impurities of the base metal, can be refined after the welding, the weld strength, toughness is at least equal to or even exceed the base metal.
4, can be precisely controlled, small focus spot, high-precision positioning, easy to achieve automation. Welding between certain dissimilar materials is possible.
Fourth, weldable materials and industrial applications
Laser welding can be applied to the welding of various metals such as titanium, nickel, tin, zinc, copper, aluminum, chromium, bismuth, gold, silver, etc., and the same materials of alloys such as steel and kovar. It is used for welding between various dissimilar metals such as copper-nickel, nickel-titanium, copper-titanium, titanium-molybdenum, brass-copper, low carbon steel-copper.
At present, it has been widely used in mobile communication, electronic components, glasses and watches, jewelry, hardware, precision equipment, medical equipment, auto parts, craft gifts and other industries.
V. Comparison between laser welding and traditional welding methods
Heat affected zone
Thermal deformation
Weld quality
Whether to add solder
Welding environment
Laser welding
Smaller
Smaller
better
no
No special requirements
Brazing
general
general
general
Yes
Overall warming
Argon arc welding
Larger
Larger
general
Yes
Electrode required
Resistance welding
Larger
Larger
general
no
Electrode required
Plasma arc welding
general
general
general
Yes
Electrode required
Electron beam welding
Smaller
Smaller
better
no
vacuum
Sixth, laser welding machine type
The types of laser welding machines mainly include: integrated laser welding machine and fiber output laser supporting welding system. The fiber-optic output laser matching welding system is a system consisting of a standard laser and a welding table (workstation or assembly line) that is closer to the user's needs, improving welding quality and efficiency; the fiber output laser is divided into: fiber output pulse YAG laser, pulse fiber laser , continuous fiber laser, semiconductor laser, etc. Among them, the fiber output pulse YAG laser includes WF series and PB series.
Seven, the difference between various types of lasers
Pulsed YAG laser
A semiconductor laser
Continuous fiber laser
Pulsed fiber laser
Laser wavelength
1064mm
975nm/980nm
1070nm
1070nm
Light exit mode
Pulse light
Continuous light
Continuous light
Continuous pulse
Scope of application
Spot welding of steel, aluminum and aluminum alloys, copper and copper alloys, etc.
Plastic welding, soldering
Seam welding of steel, aluminum and aluminum alloys, copper and copper alloys, etc., can meet sealing requirements or spot welding
Metal spot welding, especially high-reflection metal spot welding
Eight, the difference between non-fiber output pulse YAG laser and fiber output pulse YAG laser
Non-fiber output pulsed YAG laser
Fiber output pulsed YAG laser
Solder joint energy is Gaussian
Solder joint energy hat shape distribution, energy uniformity
The laser focus height will change at different power stages
Laser focus position is fixed
No progressive fade-out function, unstable welding start section, need pre-lighting
In the progressive fade-out function, the initial stage power can be stabilized by progressive compensation and the end of the weld can be eliminated by gradual elimination.
Poor flexibility, not easy to integrate with automated production lines
High flexibility and easy integration with automated production lines
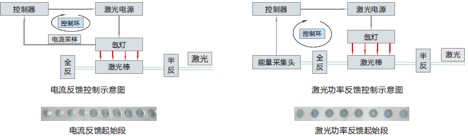
Current feedback control
Laser power feedback control
Nine, the difference between current feedback control and laser power feedback control
X. Energy splitting, time splitting and high-speed splitting (taking three-way splitting as an example)
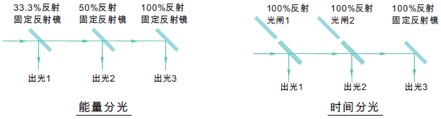
High-speed splitting: Unlike traditional shutters, high-speed splitting can quickly switch optical paths at an average frequency of 80 Hz, greatly improving efficiency. When it is welded in multi-station, the speed advantage is obvious. Not only can the equipment cost be greatly saved, but also the space occupied by the equipment can be effectively reduced, and the corresponding maintenance cost can also be saved.
Surgical Mask,N95 Medical Mask ,Medical masks,N95 mask
Shenzhen Comfity Technology Co.,Ltd , https://www.comfitymemoryfoam.com